The Challenges of Determining r & n Value
Sheet metal product development is currently driven by the demand for increasing strength with minimal impact to the formability. Where there has traditionally been a trade-off between strength and formability, sheet metal producers are now offering ever higher grades where the reduction in formability is minimal despite considerable strength gains. The automotive industry is the greatest driver for increasing strength, meaning thinner/lighter material can be used in the production of cars, reducing the overall emissions per mile/kilometer. The plastic strain ratio (r-value) and the strain hardening exponent (n-value) are critical mechanical properties that define the formability of these materials.
Challenge: Strain MeasurementWhat is r-value? - Plastic Strain Ratio
What is n-value? - Strain Hardening Exponent
During a tensile test, these formability properties can be calculated automatically in real time using Bluehill® Universal materials testing software.
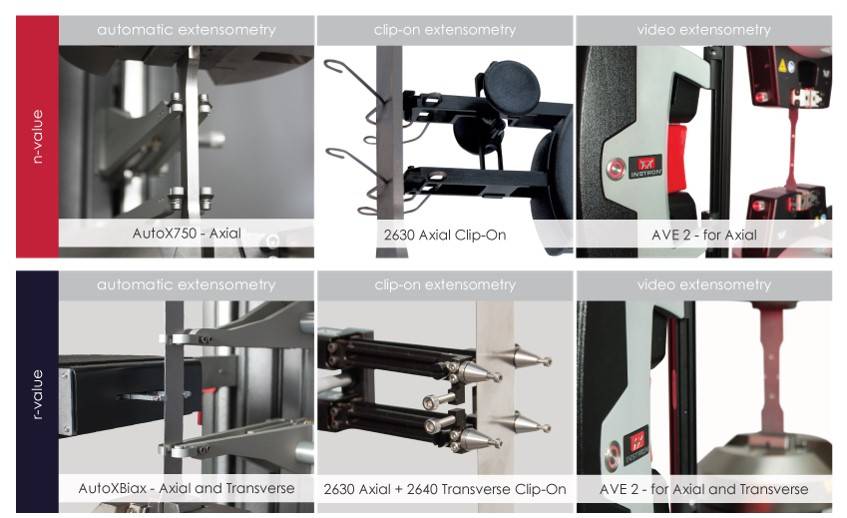
To determine n-value, axial strain needs to be measured after yield. The accuracy of the device needs to, at least, be suitable for higher elongations as primary metals tensile standards will have lower accuracy requirements for calculations determined at higher strains. Some traditional contacting extensometers are designed to be removed during the test and may be limited on total travel. The latest technology, such as the Advanced Video Extensometer (AVE 2) or the AutoX Biaxial automatic contacting extensometer, can measure strain throughout the test and ensure the highest accuracy of results.
A sheet metal manufacturer often applies a plastic strain ratio (r-value) threshold as a key product acceptance criterion. If the r-value is low, the sheet metal is rejected, therefore the accuracy of the strain measurement data is critical. For determining r-value, transverse strain needs to be measured in conjunction with the axial strain. Traditionally, this required using two compatible clip-on extensometers where the operator must ensure firm attachment and proper location.
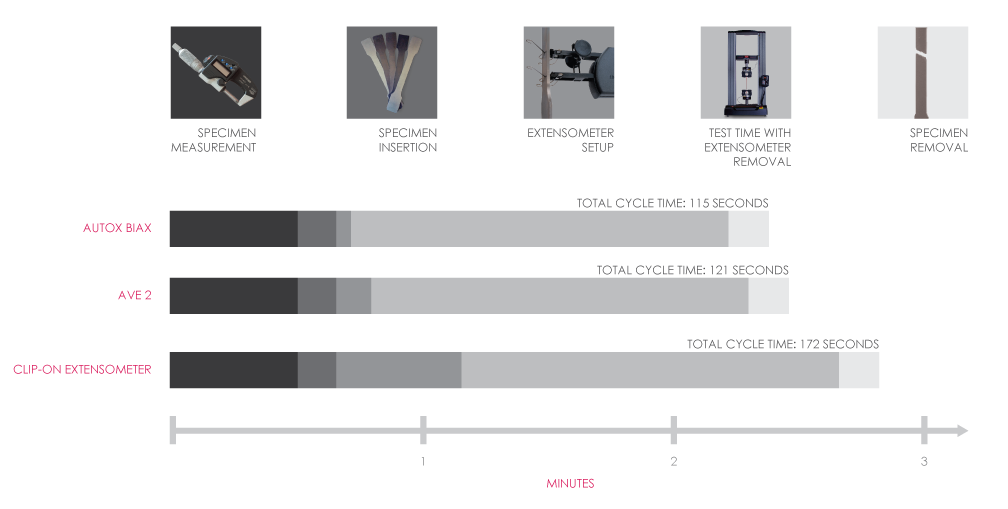
Using an automatic extensometer for axial strain can improve throughput; utilizing them for both axial and transverse strain has an even greater improvement. Automatic contacting extensometers can be more than 30% faster per test compared to two clip-on extensometers. The repeatability will also improve as the extensometer is always attached to the specimen in the same location. In addition, the AverEdge32™ feature of the AVE 2 has shown substantial improvement in reducing transverse strain measurement variability by providing a real-time average of multiple transverse strain measurements.
Extensometer choices for r and n testing:
The graph below shows the beneficial effect of using advanced strain solutions. The fixed times between the various extensometers are the specimen measurement, specimen insertion & removal, and test time. Extensometer setup time is variable, and clip-on extensometers need to be removed during a test for high-strength steels with violent fractures.
During a tensile test there are many factors that could affect the variability and repeatability of your test results. The most common causes of variability for determining r and n values are: (r-value is typically more sensitive to these variations than that of n-value)
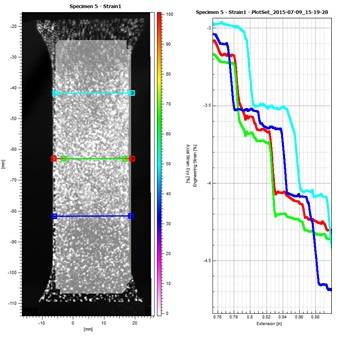
Extensometer Attachment
The results will vary depending on the location of the extensometer on the specimen. Shown in the image is a specimen with 4 different transverse gauge lengths using Digital Image Correlation Software. The effects of the extensometer attachment gives different transverse strain values. This would cause a difference in the r-value calculation. Manual placement of the extensometer will influence the transverse strain measurement.
Specimen Alignment
Sheet metals are sensitive to the direction in which they are pulled in tension. Using specimen alignment tools/fixtures will reduce the variation of the test results.
Specimen Measurement
Typically, materials are measured using micrometers. Width and thickness measurements should be taken at multiple locations across the specimen and averaged. The technique of measurement between operators can cause variation and may effect the r-value if it is based on the original widths measured by the operator and not of the width measured by the extensometer.
Specimen Preparation
Poor specimen preparation can be a reason for variation in test results; r-value is very sensitive. The specimen needs to have ‘smooth’ edges. If the edges are jagged where transverse strain is measured you will see a wide variation in r-value. Additionally, specimens that are bent, twisted, or bowed can cause variation in test results.
Specimen Strain Rate
As some metals are strain rate sensitive, the calculations for r and n values can vary depending on the strain rate. Keeping a test in consistent strain control will be the optimum control parameter, ensuring the changeover in speed during the test is optimized.
Thermal Effects
Sheet metal specimens can be affected by thermal transfer during manual handling or from the extensometer. Using gloves during specimen installation eliminates thermal transfer effects, improving repeatability. Materials used for any contacting extensometer must be optimized to ensure thermal transfer from the knife edges does not affect the results. Alternatively, using non-contacting extensometers eliminates this effect.